

Comparação de WPC interno vs WPC externo
Compósitos de madeira-plástico para ambientes externos e internos: comparação de diferenças em matérias-primas, processos de produção e equipamentos
Compostos de madeira-plástico (WPCs) para exteriores exigem padrões mais rígidos de resistência às intempéries, resistência aos raios UV e proteção contra umidade; conseqüentemente, suas formulações de matéria-prima normalmente incorporam concentrações mais altas de estabilizantes, agentes antienvelhecimento e aditivos resistentes a mofo. Em contraste, os WPCs internos priorizam a finura da superfície, a fluidez do processamento e a conformidade ambiental – muitas vezes utilizando substratos de PVC para melhorar o apelo decorativo e a precisão da moldagem.
Devido à exposição prolongada à luz solar e à chuva, os WPCs externos requerem bloqueadores de UV – como negro de fumo ou dióxido de titânio – em suas formulações, juntamente com HDPE de alto índice de fusão para melhorar a estabilidade da extrusão. Os WPCs internos, em comparação, geralmente empregam sistemas de enchimento de carbonato de cálcio que mantêm a rigidez enquanto reduzem os custos de material. Diversos acabamentos de superfície – como efeitos de madeira e pedra – são obtidos por meio de processos de retificação de precisão e gravação de superfície.
Em termos de configuração do equipamento, as linhas de produção externas de WPC normalmente integram equipamentos de composição e granulação, juntamente com sistemas de extrusão de alta mistura e alta plastificação. Eles abordam os desafios de processamento associados a formulações com alto teor de carga e garantem a estabilidade dimensional sob condições de alta temperatura e alta umidade. A produção interna de WPC, por outro lado, enfatiza a qualidade da superfície e a reprodução de detalhes, contando predominantemente com moldes de precisão e equipamentos de revestimento de filme para melhorar a consistência da aparência e o desempenho tátil.
Além disso, os WPCs externos exigem maior eficiência de mistura das configurações de rosca, necessitando de dispersão completa de aditivos. Os WPCs internos, por outro lado, dão maior ênfase ao fluxo de fusão uniforme para evitar marcas de fluxo superficial ou variações de cor.
I. Diferenças nas principais matérias-primas
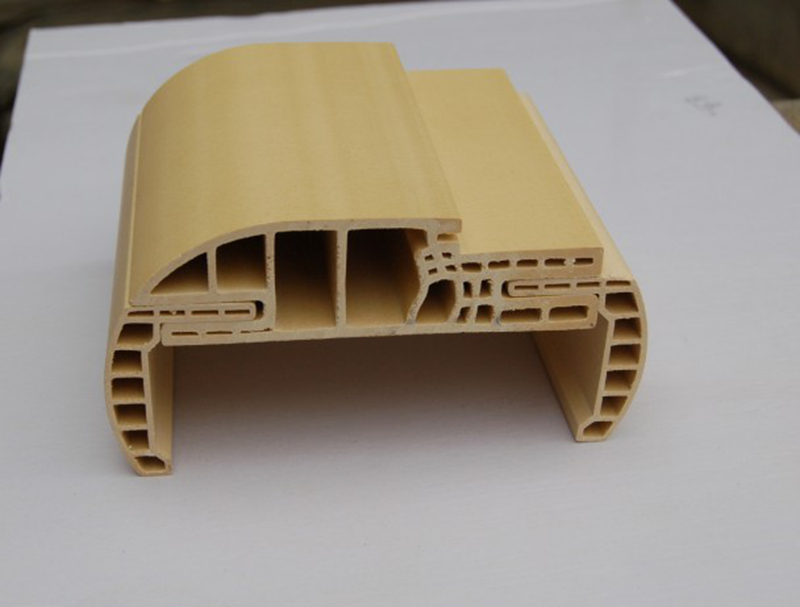
1. Composto de madeira-plástico interno (decoração de casa: painéis de parede, rodapés, piso interno, caixilhos de portas)
Substrato: Principalmente PVC
· Ingredientes principais: pó de resina de PVC + pó de cálcio + pó de madeira + aditivos químicos
· Farinha de madeira: madeira de choupo comum de malha 80–120/farinha de madeira mista
· Enchimento: Uma proporção muito elevada de pó de cálcio pesado (para reduzir custos)
· Adjuvantes: estabilizador comum, lubrificante comum e uma pequena quantidade de agente espumante
· Sem formulação resistente às intempéries, sem resistência aos raios UV, sem propriedades anti-envelhecimento
· Características: Baixa densidade, capacidade de formação de espuma, baixo custo, sensível à exposição solar e à chuva, sujeito a desbotamento e fragilidade.


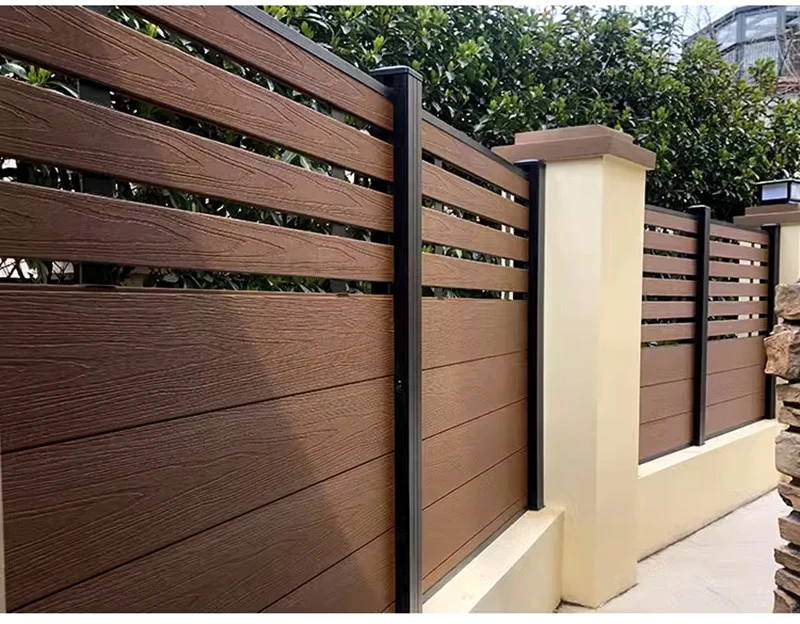
2. Materiais compostos de madeira-plástico para exteriores (calçadões, pisos de pátios, grades, pavilhões, painéis de parede externos)
Substrato: material reciclado PP/PE
· Ingredientes principais: Reciclado + Farinha de madeira premium +Aditivos químicos
· Pó de madeira: pó de madeira de malha 60-100 (teor de umidade <3%)
· Preenchimento: Use o mínimo de pó de cálcio e priorize os preenchimentos funcionais.
· Aditivos essenciais essenciais:
1. UV absorvente ultravioleta
2. Antioxidante (resistente ao envelhecimento sob altas e baixas temperaturas)
3. Agente de cupom
4. Lubrificante
· Características: Alta densidade, predominantemente sólida, resistente à luz solar e à chuva, resistente ao congelamento e longa vida útil



II. Diferenças nos processos de produção
Processo completo para materiais compósitos de PVC e madeira-plástico para interiores
1. Ingredientes de matéria-prima (PVC + pó de cálcio + pó de madeira + agente espumante + estabilizador)
2. Mistura a quente em alta temperatura → Mistura a frio
3. Extrusão de extrusora dupla cônica
4. Formação de molde + configuração de vácuo
5. Tração → Corte → Empilhamento
6. Estágios posteriores: Revestimento de filme, impressão por transferência, aplicação de superfície. Características: capacidade de conformação de metal, alta velocidade, baixo consumo de energia, equipamento versátil - linha de perfis de PVC.
Processo completo para materiais externos de PE e madeira-plástico
1. Pré-tratamento da matéria-prima: Secagem completa do pó de madeira (de extrema importância)
2. Proporção: HDPE + pó de madeira seca + conjunto completo de aditivos de intemperismo
3. A mistura é misturada uniformemente.
4. Prioridade à granulação de parafuso duplo paralelo (o método de duas etapas é o mais estável)
5. Extrusora dedicada de madeira-plástico para moldagem por extrusão
6. Configuração de resfriamento de água de alto fluxo (resfriamento mais rápido e prevenção de deformação)
7. Corte de comprimento fixo baseado em tração
8. Opcional: Gravação on-line, trefilagem e ranhuramento. Características: requer secagem do pó de madeira, etapas adicionais de granulação e procedimentos de processamento mais rigorosos.
III. Tabela de comparação concisa
|
projeto |
Composto interno de PVC madeira-plástico |
Composto de madeira-plástico PE para exterior |
|
Resina principal |
Resina PVC |
PE/PP reciclado |
|
Conteúdo de farinha de madeira |
10-40% |
60-70% |
|
Agente de intemperismo |
Não obrigatório |
Agente anti UV, antioxidante |
|
estrutura |
Espuma multicelular |
Alta densidade sem espuma |
|
Densidade |
0,5-1,0 gramas/cm3 |
1,1-1,3 gramas/cm3 |
|
ambiente de serviço |
Armazenar em local seco e com sombra dentro de casa. |
Exposto ao ar livre, exposto à luz solar e à chuva |
|
engenharia de produção |
O método de extrusão direta em uma etapa é predominante. |
O processo envolve principalmente granulação em duas etapas seguida de extrusão. |
|
equipamento |
Linha de extrusão de parafuso duplo cônico de PVC padrão |
Extrusora de parafuso duplo paralelo especializada para granulação e linha de extrusão de parafuso duplo cônico de alta mistura e plastização |
|
Vida |
3–8 anos |
5-15 anos |
Essas distinções ressaltam que as diferenças entre WPCs externos e internos – na seleção de matérias-primas, design de formulação e compatibilidade de equipamentos – se originam fundamentalmente de requisitos de desempenho divergentes ditados por seus respectivos ambientes de aplicação. As aplicações externas enfatizam a durabilidade a longo prazo e a adaptabilidade ambiental, conduzindo os sistemas de materiais a uma maior estabilidade; as aplicações internas priorizam o apelo estético e a controlabilidade do processo, promovendo técnicas de fabricação mais refinadas e versáteis. Esta diferenciação reflete-se não apenas nos tipos e proporções das matérias-primas, mas também molda profundamente a lógica geral da configuração da linha de produção e da seleção de componentes críticos.
Notícias relacionadas
- Yongte conclui linha de extrusão de moldura de porta de espuma sólida WPC para cliente indiano
- A máquina de madeira plástica Yongte pode produzir diferentes formatos e tamanhos de madeira plástica?
- Parâmetros de referência da linha de extrusão de porta WPC
- Como resolver o problema de queima de material durante o processo de extrusão de portas WPC?
- Teste de aceitação da linha de produção de tubos de infiltração de borracha para cliente indiano
- Yongte conclui teste de aceitação de fábrica de extrusora de parafuso duplo para reciclagem de plástico personalizada para cliente africano
Deixe-me uma mensagem











