

Solução técnica para resolver velocidade de extrusão desequilibrada de linha de extrusão de perfil plástico de quatro cavidades
Solução técnica para resolver velocidade de extrusão desequilibrada de linha de extrusão de perfil plástico de quatro cavidades
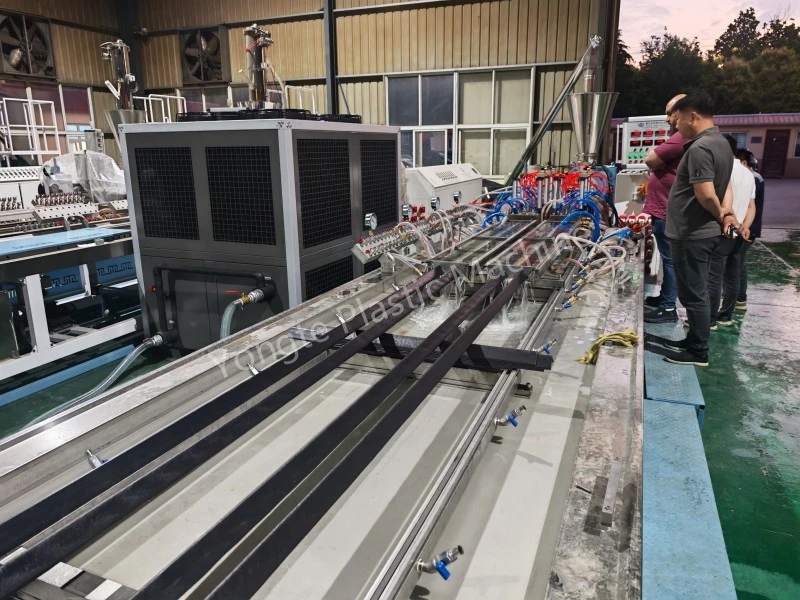
No processo de produção de extrusão de perfis plásticos de quatro cavidades, a velocidade de extrusão desequilibrada entre as quatro cavidades é um problema técnico comum. Este problema causará diretamente precisão dimensional inconsistente do produto, espessura de parede irregular, perfis defeituosos e rendimento de produção reduzido, restringindo seriamente a estabilidade e a eficiência da produção em massa. Com base nos materiais de produção reais e nas especificações de produto dos clientes, a equipe de engenharia da Yongte desenvolveu uma matriz profissional otimizada e um esquema de design de sistema de suporte para resolver completamente o problema de velocidade operacional inconsistente de perfis de quatro cavidades, obtendo alta precisão, produção estável e síncrona de linhas de extrusão de quatro cavidades.
1. Antecedentes dos Problemas Técnicos
As matrizes de extrusão tradicionais integradas de quatro cavidades adotam uma estrutura integral de aquecimento e controle de fluxo. Afetada por fatores como distribuição desigual do fluxo de fusão, desvio de temperatura das áreas locais da matriz e erros de montagem de processamento, a velocidade de extrusão das quatro cavidades está sujeita a inconsistências durante a produção contínua. O desvio de velocidade entre as cavidades levará a diferenças na velocidade de formação do perfil e no encolhimento por resfriamento, resultando em defeitos de qualidade do lote, como empenamento, deformação, tamanho fora da tolerância e nivelamento irregular da superfície dos produtos acabados, que não podem atender aos requisitos de produção de alto padrão de perfis plásticos.
2. Esquema de design profissional otimizado
Combinado com as características da matéria-prima do cliente, parâmetros da estrutura do produto e condições de produção no local, os engenheiros da Yongte realizaram projetos personalizados direcionados para a estrutura da matriz, controle de fluxo, corte por tração e sistema de transporte auxiliar, com soluções técnicas detalhadas como segue:
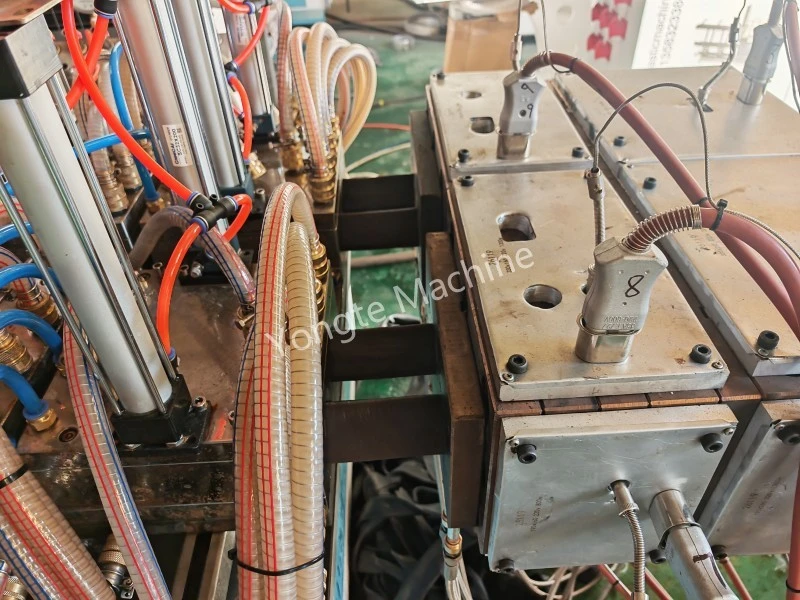
2.1 Estrutura do corpo da matriz dupla com controle independente de temperatura
O corpo original da matriz integral de quatro cavidades é otimizado para umestrutura de corpo de matriz independente dupla, com cada corpo da matriz equipado com duas cavidades de extrusão. Os dois conjuntos de corpos de matrizes são completamente independentes no projeto estrutural e no sistema de controle de temperatura. Cada corpo da matriz é configurado com um módulo de aquecimento independente e uma unidade de controle de temperatura, que pode realizar ajuste de temperatura de precisão separado e controle de temperatura constante. Este projeto resolve efetivamente o problema de fluidez de fusão inconsistente causada pelo desvio integral da temperatura da matriz, estabiliza o estado de fusão do plástico de cada cavidade da fonte e elimina a causa fundamental da diferença de velocidade entre os diferentes corpos da matriz.

2.2 Mecanismo de ajuste de fluxo independente para corpo de matriz única
Cada corpo de matriz independente é equipado com um dispositivo especial de porca de ajuste de fluxo. Para o desvio de velocidade das duas cavidades dentro do mesmo corpo de matriz único causado por pequenas diferenças de fluxo e erros de montagem, o ajuste fino on-line pode ser realizado através da porca de ajuste de fluxo. Ao ajustar com precisão o fluxo de alimentação de fusão de uma única cavidade, a velocidade de extrusão das duas cavidades no mesmo corpo da matriz pode ser mantida completamente sincronizada, realizando a calibração em micronível da velocidade da cavidade e garantindo a uniformidade da saída de extrusão e da velocidade de formação de cada cavidade no mesmo grupo.
2.3 Sistema duplo independente de controle de velocidade de tração
Conjuntos duplos de sistemas de tração independentes são configurados para combinar com o corpo da matriz dupla e o layout da cavidade de grupo duplo. Diferente do tradicional modo de tração única que aciona quatro cavidades simultaneamente, os dois conjuntos de equipamentos de tração operam de forma independente com programas de controle de velocidade separados. O sistema pode ajustar independentemente a velocidade de tração dos dois grupos de perfis de duas cavidades de acordo com a velocidade real de extrusão dos dois corpos da matriz, realizando a correspondência dinâmica da velocidade de extrusão e da velocidade de tração, evitando o estiramento do perfil, o encolhimento e o desvio dimensional causado pela tração assíncrona e garantindo ainda mais a consistência geral da velocidade das quatro cavidades.

2.4 Sistema de Corte Independente de Comprimento Fixo
Correspondendo à estrutura de extrusão e tração de grupo duplo, dois conjuntos de sistemas de corte independentes são equipados para operações separadas de corte de comprimento fixo. Cada sistema de corte rastreia e combina de forma independente a velocidade de operação e o curso de alimentação do grupo correspondente de perfis. O modo de controle de corte independente elimina o erro de corte e a inconsistência de comprimento causados pelo corte unificado de perfis com pequenas diferenças de velocidade, garante a precisão de corte de comprimento fixo de cada perfil de cavidade e melhora a taxa de qualificação do produto.

2.5 Sistema de transporte e empilhamento automático correspondente
São configurados dois conjuntos de racks independentes de transporte e empilhamento, que combinam com precisão com os sistemas de corte duplo. Após a conclusão do corte de comprimento fixo pelo equipamento de corte, o equipamento de transporte e empilhamento completa automaticamente o trabalho de recebimento, transporte e empilhamento de material do grupo correspondente de perfis. A operação síncrona e independente do sistema de transporte evita acúmulo de material, extrusão e confusão de transporte causada pela velocidade assíncrona de diferentes perfis de cavidade, garante a operação suave e contínua de toda a linha de produção e realiza uma produção automatizada e ordenada.

3. Vantagens técnicas e efeitos de produção
Através do design personalizado sistemático acima, o problema da velocidade inconsistente de extrusão de quatro cavidades na produção de perfis de plástico é completamente resolvido. O controle de temperatura independente de matriz dupla + ajuste fino de fluxo de grupo único + tração independente dupla e sistema de corte formam uma calibração de velocidade de link completo e sistema de controle síncrono. O esquema tem as seguintes vantagens significativas: primeiro, ele realiza o controle da fonte de fluxo e temperatura do fundido e elimina a diferença de velocidade inicial de extrusão; segundo, realiza um ajuste fino dinâmico de velocidade no processo de produção para garantir a operação síncrona de longo prazo de quatro cavidades; terceiro, o sistema auxiliar automatizado correspondente melhora a estabilidade da produção e a consistência dos produtos acabados.
Após a verificação da produção no local, este design otimizado reduz efetivamente a tolerância dimensional e a taxa de defeitos de formação de perfis de quatro cavidades, melhora a estabilidade geral da produção e a eficiência da produção da linha de extrusão e é adequado para produção padronizada de longo prazo e alto volume de vários perfis de plástico.

Notícias relacionadas
- Entrega da linha de produção de perfil de plástico de 4 cavidades na Jordânia após comissionamento bem-sucedido
- Soluções profissionais para amarelecimento, estrias e fissuras por fragilidade em superfícies de portas compostas de madeira e plástico
- 4 cavidades reciclaram o alcance plástico da máquina da extrusão do perfil 8meter/minuto de alta velocidade
- Solução para problemas de produção de extrusora WPC
- Que material pode ser usado na máquina Yongte WPC?
- Linha de produção de reciclagem de resíduos têxteis testada com sucesso
Deixe-me uma mensagem











