

Por que a espuma falhou na linha de produção de moldura de porta WPC?
Soluções para resolver o problema de não formação de espuma na produção de molduras de portas WPC
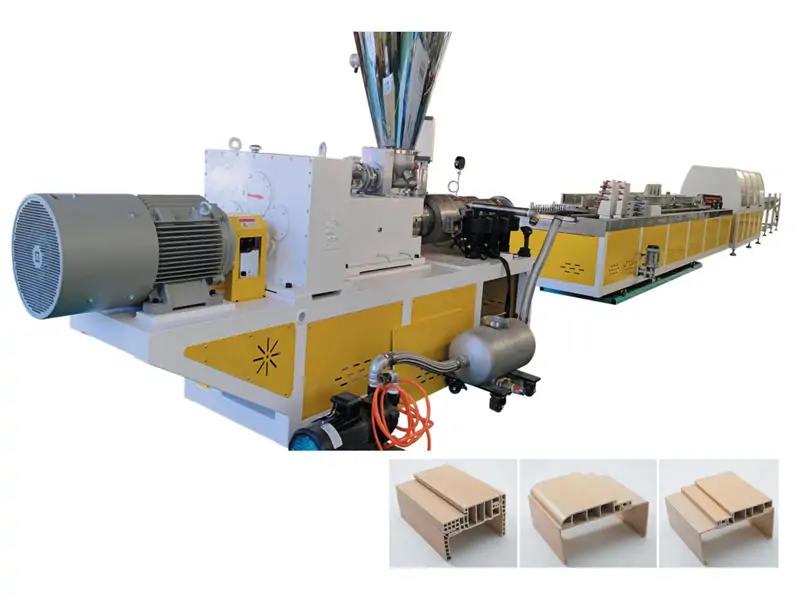
YongteMáquina de fabricação de moldura de porta WPCcria molduras de portas de alta qualidade a partir de material composto de PVC e madeira usando tecnologia de espuma. Este equipamento de última geração combina módulos precisos de controle de temperatura e configurações especiais de parafusos para aperfeiçoar a combinação da matriz de PVC e fibras de madeira. Entretanto, o seu sistema de formação de espuma garante uma distribuição uniforme das células, o que melhora a resistência estrutural e as características de isolamento térmico das molduras das portas acabadas.
No entanto, muitos operadores encontram dificuldades com a formação de espuma durante a produção, resultando em peso excessivo do produto e, consequentemente, em custos de fabricação mais elevados – fatores que podem levar à exclusão do mercado. Com base em anos de experiência na indústria, os engenheiros da Yongte compilaram e analisaram as seguintes soluções para resolver o problema da formação de espuma. As razões descritas abaixo explicam por que as molduras das portas de madeira-plástico não formam espuma durante a extrusão e descrevem as etapas para a realização de um autoexame.
I. Problemas de formulação e matéria-prima (mais comuns)
1. Agente espumante defeituoso ou insuficiente
· Fenômeno: Sem expansão na ejeção do molde; densidade extremamente alta; textura dura.
Causas e soluções do agente espumante
|
Causas |
Solução |
|
Dosagem insuficiente de agente espumante (AC/NC/OBSH) (faixa normal: 0,8–1,5 kg por 100 kg de PVC) |
Aumentar a quantidade de agente espumante em 0,2–0,3 kg por lote; ajuste gradualmente para 1,0–1,2 kg por 100 kg de PVC.
|
|
O agente espumante exibe higroscopicidade, aglomeração, expiração ou um declínio acentuado na eficiência de decomposição. |
Substitua por um novo lote de agente espumante e armazene-o em ambiente seco. |
|
A ausência de ativadores (como ZnO ou ZnSt) resulta em temperaturas de decomposição excessivamente altas e decomposição incompleta. |
Adicione 0,1–0,3 kg de ZnO como ativador para reduzir a temperatura de decomposição. |
2. Regulador de espuma desequilibrado (por exemplo, ACR ou regulador de espuma)
· Fenômeno: Ou não ocorre formação de espuma ou a formação de espuma produz estrutura celular grosseira ou colapso celular.
Aplicação de regulador de espuma e solução
|
Regulador de espuma |
Apresentação do problema |
Solução |
|
Dosagem insuficiente
|
Baixa resistência ao fundido → Falha na captura de gases → Ausência de formação de espuma ou ruptura de bolhas |
1. Dosagem padrão: 5–8 kg (ACR530) 2. Se não ocorrer formação de espuma: Adicione 0,5–1 parte de modificador para aumentar a resistência do fundido 3. Se a formação de espuma ainda não ocorrer: Reduza a dosagem do modificador em 0,3–0,5 kg para diminuir a viscosidade do fundido |
|
Dosagem excessiva |
Viscosidade de fusão excessiva → Expansão de bolhas restrita → Alta densidade sem formação de espuma |
1. Dosagem padrão: 5–8 kg (ACR530) 2. Se não ocorrer formação de espuma: Adicione 0,5–1 parte de modificador para aumentar a resistência do fundido 3. Se a formação de espuma ainda não ocorrer: Reduza a dosagem do modificador em 0,3–0,5 kg para diminuir a viscosidade do fundido |
ó
3. Sistema de lubrificação desequilibrado (relação de deslizamento interno/externo incorreta)
· Fenômeno: Plastificação rápida ou lenta; falha na expansão após a ejeção do molde; superfície escurecida.
Problemas e soluções de lubrificação no processo de formação de espuma
|
Emitir |
Causa |
Efeito |
Solução |
|
Deslizamento interno excessivo |
Plastificação rápida e formação de espuma prematura |
Liberação de pressão na matriz; sem formação de espuma ao desmoldar |
Reduza o deslizamento interno e aumente o deslizamento externo |
|
Deslizamento externo excessivo |
Baixa viscosidade de fusão e pobre retenção de gás |
Falha na formação de espuma |
Proporção típica de lubrificante: deslizamento interno (ácido esteárico) 0,5–0,9 kg; pasta externa (cera PE ou OPE) 0,3–0,8 kg |
|
Lubrificação insuficiente |
Plastificação deficiente, alto torque, distribuição desigual de temperatura |
Decomposição incompleta do agente espumante |
Aumente o deslizamento interno e minimize o deslizamento externo |
ó
4. Excesso de enchimento, farinha de madeira ou material reciclado
· Fenômeno: Material excessivamente seco; baixo fluxo de fusão; dificuldade em espumar.
Problema e solução de preenchimento
|
问题 |
解决方案 |
|
A carga total (farinha de madeira + carbonato de cálcio) excedendo 180–220 kg, ou proporção de material reciclado >30–50%, leva a uma resistência de fusão excessivamente alta e a uma má difusão de gás. |
Limitar a proporção de material reciclado a ≤30%; controlar o conteúdo total de enchimento entre 150–200 kg. |
|
Farinha de madeira não seca (teor de umidade >2%) → absorção de calor reduzida, plastificação prejudicada e interferência na formação de espuma. |
Seque a farinha de madeira a 80–120°C por 2–4 horas para atingir um teor de umidade <0,5%. |
ó
5. Estabilizador térmico insuficiente ou de baixa qualidade
· Fenômeno: Superaquecimento local, amarelecimento, decomposição prematura do agente espumante e falha na formação de espuma após a ejeção do molde.
· Soluções:
o • Use sal de chumbo ou estabilizador de cálcio-zinco a 4,5–6 kg para garantir estabilidade em altas temperaturas.
• Considere reformular o sistema de estabilização para evitar decomposição prematura e desequilíbrio de lubrificação.
II. Parâmetros do Processo de Extrusão (Temperatura/Pressão/Velocidade da Rosca)
1. Perfil de temperatura incorreto (causa principal do processo)
· Problemas típicos de temperatura sem formação de espuma:
Problema de temperatura e resultado
|
Problema de temperatura |
Afetar |
Resultado |
|
Temperatura do barril muito baixa |
agente espumante não se decompõe |
sem espuma |
|
Temperatura da zona frontal excessivamente alta |
formação de espuma prematura |
perda de pressão interna da matriz; nenhuma expansão após a desmoldagem |
|
Temperatura insuficiente da cavidade do molde |
fusão excessivamente rígida |
bolhas não podem se expandir |
· Perfil de temperatura recomendado (extrusora cônica de dupla rosca):
o • Zona de alimentação: 140–155°C (para evitar formação prematura de espuma).
o • Zona de fusão/compressão: 160–175°C (janela de decomposição do agente espumante).
o • Zona da cauda/flange do cano: 165–178°C.
· • Matriz/boca: 160–172°C (5–10°C abaixo da temperatura do barril).
Temperatura sugerida para cada zona
|
Zonas |
Sugestão de temperatura(Unidade:°C) |
Observação |
|
Zona de alimentação |
140–155 |
para evitar a formação de espuma prematura |
|
Zona de fusão/compressão |
160–175 |
janela de decomposição do agente espumante |
|
Zona de cauda/flange do cano |
165–178 |
- |
|
Morrer/boca morrer |
160–172 |
5–10°C abaixo da temperatura do barril |
· Procedimento de ajuste:
1. • Primeiro, aumente a temperatura em 5–10°C e observe se a formação de espuma inicia.
2. • Se ainda não formar espuma: aumente a temperatura da zona de fusão em 5–8°C.
3. • Se ocorrer formação de espuma prematura: reduza a temperatura da zona de alimentação em 5–10°C.
2. Incompatibilidade entre velocidade e alimentação do parafuso
Problema e solução de velocidade do parafuso
|
Problema de velocidade do parafuso |
Manifestação do problema |
Solução |
|
Velocidade do parafuso insuficiente |
Plastificação deficiente e tempo de residência prolongado → formação prematura de espuma ou dissolução de gás |
Faixa operacional normal: 18-28 rpm; para condições sem formação de espuma, aumente a velocidade em 3-5 rpm para melhorar o desempenho de cisalhamento e plastificação. |
|
A velocidade do parafuso é muito alta. |
Superaquecimento por cisalhamento e plastificação rápida → formação de espuma prematura |
Faixa operacional normal: 18-28 rpm; para formação de espuma prematura, reduza a velocidade em 3-5 rpm para retardar a plastificação. |
|
Incompatibilidade entre velocidade de alimentação e velocidade de extrusão
|
Instabilidade de pressão
|
Faixa de operação normal: 18-28 rpm |
ó
3. Pressão intra-matriz insuficiente
· Fenômeno: Sem expansão na ejeção do molde; alta densidade.
· Causas:
o • Folga excessiva da matriz; taxa de compressão insuficiente; alívio prematuro da pressão.
· Soluções:
o • Reduza a folga da matriz de forma adequada e aumente a pressão do cabeçote.
• Verifique se há vazamentos no sistema de vácuo ou evacuação excessiva.
III. Problemas com equipamentos e matrizes
Problema e solução da máquina
|
Problema de máquina |
Descrição do problema |
Solução |
|
Desgaste do parafuso da extrusora |
Taxa de compressão reduzida, má plastificação, baixa pressão |
substituir ou reparar o parafuso |
|
Controle impreciso de temperatura |
A temperatura real desvia do valor exibido em >10°C |
recalibrar termopares |
|
Projeto de corredor de molde |
Zonas mortas, acúmulo de material ou distribuição desigual de temperatura |
polir, limpar e/ou adicionar faixas de aquecimento |
|
Sistema de exaustão/vácuo |
Sucção excessiva → remoção de gás espumante |
reduzir a pressão de vácuo |
4. Etapas de solução rápida de problemas (em ordem de prioridade)
1. Análise da tira de material:
o • Completa falta de expansão após a ejeção do molde → agente espumante insuficiente, agente espumante não decomposto ou temperatura excessivamente baixa.
o • Formação de bolhas dentro da matriz, mas sem expansão após a desmoldagem → formação de espuma prematura (calor excessivo na zona frontal ou deslizamento interno excessivo).
2. Verificação da prescrição:
o • A dosagem de agente espumante + ativador está adequada?
o • A dosagem do regulador de espuma está entre 5–8 kg?
o • O deslizamento interno é excessivo?
o • O material reciclado ou o conteúdo de enchimento são excessivos?
3. Ajuste de parâmetro único (modifique apenas um parâmetro por vez):
o Etapa 1: Aumentar a temperatura da zona de fusão em +5–10°C; observar.
o Etapa 2: Aumente o regulador de espuma em +0,5 kg.
o Etapa 3: Diminua o deslizamento interno em –0,2 kg e aumente o deslizamento externo em +0,2 kg.
o Etapa 4: Aumente a velocidade da rosca em +3–5 rpm.
4. Teste e verificação:
o • Após cada ajuste, estabilize a extrusão por 10 a 15 minutos antes da amostragem.
• Avalie a densidade, a estrutura celular (uniformidade dos poros) e a escamação da superfície.
· Formulação recomendada para caixilhos de portas de madeira-plástico (por 100 kg PVC):
o • Agente espumante (AC): 1,0–1,2 kg + ZnO: 0,2 kg
o • Regulador de espuma: 6–7 kgs
o • Lubrificante interno (ácido esteárico): 0,6–0,8 kg
o • Lubrificante externo (cera PE): 0,4–0,6 kg
o • Enchimento (base seca): 60–80 kg
o • Material reciclado: ≤30%
Notícias relacionadas
- Teste para transformar casca de coco em deck WPC
- Máquina de trituração e moagem de pó de madeira de alto rendimento e economia de energia: Yongte passa na aceitação de desempenho no local do cliente europeu
- Granulador WPC de alto desempenho para clientes europeus
- Linha de extrusão de madeira plástica para painéis sólidos de espessura de 50 mm
- Yongte conclui linha de extrusão de moldura de porta de espuma sólida WPC para cliente indiano
- A máquina de madeira plástica Yongte pode produzir diferentes formatos e tamanhos de madeira plástica?
Deixe-me uma mensagem











