

Como melhorar a velocidade de produção da linha de extrusão de decks WPC?
Otimizando a velocidade de produção para linhas de extrusão de decks WPC: um guia abrangente
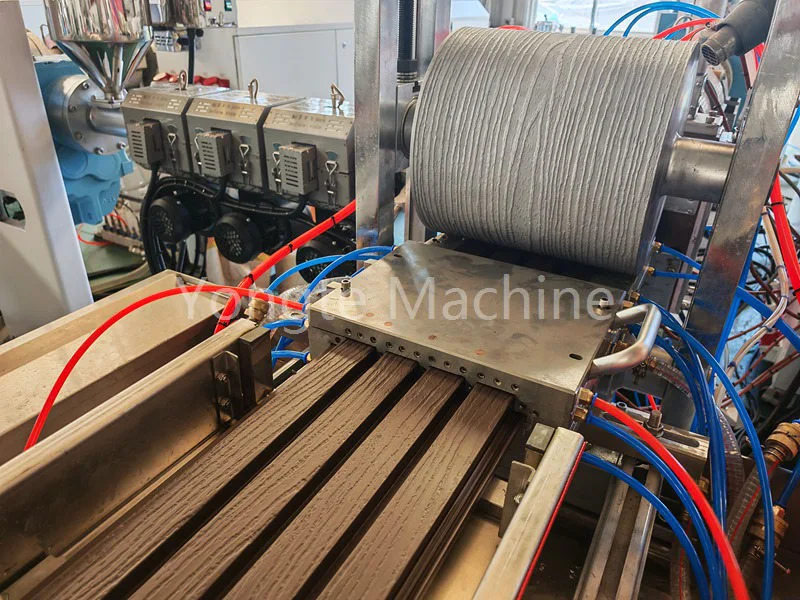
Yongte é fabricante profissional de alta velocidadeLinha de extrusão de deck WPC com alta capacidade para fabricar produtos de deck WPC de alta qualidade. Para maximizar a velocidade de produção emLinha de extrusão de deck WPCs, a estratégia central concentra-se em cinco objetivos interligados: estabilizar a eficiência da plastificação, minimizar a resistência do material, permitir o resfriamento rápido, garantir a sincronização de toda a linha e reduzir o tempo de inatividade – tudo isso mantendo padrões rigorosos de qualidade do produto.

I. Formulação e pré-tratamento de matéria-prima (base para extrusão suave)
1. Otimize a formulação para melhorar a fluidez e a estabilidade térmica
· Agente/ligante de compatibilidade: Adicione PE/PP enxertado com anidrido maleico suficiente (por exemplo, MAH-g-PE) para melhorar a adesão do pó de madeira ao plástico, reduzindo assim a aglomeração e a fratura por fusão.
· Sistema lubrificante:
o Lubrificantes internos (por exemplo, ácido esteárico, cera PE) reduzem a viscosidade do fundido, diminuindo assim o calor de cisalhamento do parafuso e a carga da unidade principal.
o Lubrificantes externos (por exemplo, parafina, cera de polietileno oxidada): Reduzem o atrito do material com o cilindro/molde e diminuem a pressão de extrusão.
o A quantidade total de adição deve ser controlada dentro de 1% a 3% para evitar deslizamento externo excessivo que pode causar estratificação e defeitos superficiais.
· Enchimento e pó de madeira: O teor de umidade do pó de madeira deve ser controlado para ≤3%, com tamanho de partícula uniforme (malha 80–120); carbonato de cálcio ativado deve ser selecionado para reduzir a absorção de óleo e aumentar a viscosidade.
2. Mistura e pré-plastificação (gargalo frontal)
· A mistura a quente de alta velocidade combinada com a mistura a frio garante uma mistura uniforme sem zonas mortas, evitando "material morto" localizado ou aglomeração.
· Quando viável, o processo de pré-moagem pode ser incorporado para fundir materiais em pó em grânulos, garantindo uma alimentação mais estável, plastificação mais rápida e um aumento de 20% a 30% na velocidade da linha.

II. Host e parafuso da extrusora (unidade de alimentação principal)
1. Otimização de Parafuso e Barril
· Alta relação de aspecto (L/D=40–48) e parafusos duplos paralelos de alto torque são selecionados para melhorar o desempenho de cisalhamento e mistura, tornando-os adequados para formulações de WPC de alto enchimento.
· Combinação de parafusos: aumenta o volume da seção de transporte, otimiza o layout do bloco de mistura / bloco de cisalhamento, reduz o calor de cisalhamento e melhora a eficiência do transporte sob a premissa de plastificação.
· Aquecimento do cilindro do molde: emprega controle de temperatura de precisão por zonas (PID) com flutuações de temperatura ≤±1°C para evitar superaquecimento localizado ou plastificação insuficiente.
2. Correspondência de velocidade e carga (chave para aceleração)
· Velocidade do motor: Aumente gradualmente a velocidade enquanto mantém 70%-90% do torque nominal e corrente estável (os sistemas PE/PP podem atingir 150-250 rpm).
· Sincronização de alimentação: É empregado um alimentador de perda de peso, que está em circuito fechado vinculado à velocidade de rotação da máquina principal para garantir uma taxa de preenchimento da ranhura do parafuso de 70% a 90%, evitando "rotação ociosa" ou sobrecarga.
· Sistema de vácuo: mantém alto vácuo estável (-0,08 a -0,09 MPa), remove prontamente o vapor de água e componentes voláteis, reduz bolhas, melhora a qualidade da superfície e aumenta a velocidade de processamento.

III. Molde e configuração (determinar a velocidade linear máxima)
1. Projeto de molde e otimização do canal de fluxo
· A cabeça de matriz tipo cabide e cauda de peixe otimizada por simulação CFD possui canal de fluxo suave e distribuição de pressão uniforme, o que pode evitar a aderência do material e o superaquecimento local.
· A folga da matriz é razoável e a taxa de compressão é moderada (3-5:1), o que reduz a pressão de extrusão e a resistência ao derretimento.
· Aquecimento do molde: com controle de temperatura por zonas e potência de aquecimento suficiente, a temperatura do fundido na cavidade do molde é garantida como uniforme e a fluidez é consistente.
2. Sistema de calibração (gargalo principal para melhoria de velocidade)
· A mesa de configuração alongada (normalmente de 8 a 12 m) aumenta a área de resfriamento e o tempo de contato.
· passagem do refrigerante:
o A água circulante de alto fluxo e baixa temperatura (15–25°C) é empregada para dissipar rapidamente o calor e reduzir o tempo de presa.
o A pulverização multiponto no molde e a adsorção a vácuo garantem que o perfil adira rapidamente ao molde, mantenha a estabilidade dimensional e evite deformações.
· Estabilidade ao vácuo: Garante que o perfil seja totalmente adsorvido na matriz de conformação com resfriamento uniforme, aumentando significativamente a velocidade de tração.
4. Tração, resfriamento e seção traseira (síncrona em toda a linha)
1. Sistema de tração
· A máquina de tração multi-rolos e de alto atrito é sincronizada com a velocidade da máquina principal em circuito fechado (PID), com flutuação de velocidade linear ≤±0,1m/min.
· Velocidade de tração correspondente à taxa de extrusão: Sob a premissa de permitir o resfriamento da modelagem, aumente gradualmente a tração para obter "extrusão de alta velocidade + tração de alta velocidade".
2. Sistema de refrigeração (resfriamento secundário)
· Estenda o tanque de água de resfriamento por spray (5–10 m) para garantir que os perfis esfriem rapidamente até a temperatura ambiente após deixarem a mesa de conformação, evitando deformações subsequentes ou cortes inadequados.
· Ventilador de resfriamento auxiliar: resfriamento por ar forçado de superfície para aumentar a eficiência do resfriamento.
3. Corte e paletização (redução do tempo de inatividade)
· A produção é contínua sem parar.
· Otimize os parâmetros de corte para reduzir rebarbas e desperdícios e diminuir a frequência de trocas de ferramentas e limpeza.
· Paletização/empilhamento automático: reduz a intervenção manual e melhora a eficiência da produção.

V. Controle e Inteligência de Processos (Aceleração Estabilizada)
· Otimização da curva de temperatura:
o O barril: baixa temperatura na seção de alimentação (anti-ponte) → aquecimento gradual na seção de plastificação → temperatura constante na seção de homogeneização → ligeiramente mais alta na cabeça da matriz (para manter a fluidez).
o Evite o padrão "frente baixa, parte traseira alta" para evitar plastificação insuficiente e picos de pressão.
· Monitoramento de pressão:
Mantenha a pressão da cabeça de roscar dentro de uma faixa razoável (por exemplo, 10–18 MPa). Se ocorrerem flutuações significativas de pressão, reduza a velocidade ou revise a formulação/molde.
· Controle integrado do sistema:
O PLC gerencia todos os componentes, incluindo host, alimentação, vácuo, tração, resfriamento e corte com partida/parada com um toque e ajuste de parâmetros em tempo real.
· Inspeção on-line:
medição de diâmetro a laser, feedback em tempo real de espessura/largura, ajuste fino automático de tração/temperatura, reduzindo desperdícios e tempo de inatividade para ajustes.

Resumo
Para alcançar uma otimização abrangente, as melhorias devem abranger diversas áreas críticas: pré-tratamento de fórmulas e matérias-primas, máquina principal de extrusão e configuração de parafusos, projeto de moldes e sistemas de modelagem, resfriamento de tração e processos downstream, bem como controle de processos e sistemas de gerenciamento inteligentes. Primeiro, a otimização da fórmula do material para melhorar a fluidez e a estabilidade térmica – combinada com mistura precisa e pré-plastificação – estabelece a base fundamental para uma extrusão suave. Em segundo lugar, atualizar os conjuntos de cilindro de parafuso e, ao mesmo tempo, garantir a correspondência ideal entre velocidade e carga, serve como um fator essencial para o aumento da velocidade. Terceiro, o design sofisticado do molde, a otimização do canal de fluxo e as melhorias na mesa de moldagem a vácuo atuam como facilitadores essenciais para maximizar a velocidade da linha. Além disso, a otimização do processo downstream – abrangendo sistemas de tração, linhas de resfriamento e corte/paletização automatizados – facilita a sincronização de toda a linha e minimiza o tempo de inatividade da produção. Finalmente, o controle avançado do processo e as tecnologias inteligentes garantem uma produção estável e consistente, realizando assim melhorias sustentáveis de velocidade sem comprometer a qualidade do produto.
Notícias relacionadas
- Solução para problemas de produção de extrusora WPC
- Que material pode ser usado na máquina Yongte WPC?
- Linha de produção de reciclagem de resíduos têxteis testada com sucesso
- Comparação de WPC interno vs WPC externo
- Aviso de teste de aceitação para equipamentos de projeto de reciclagem e reutilização de roupas usadas
- Solução de reciclagem de sacos de cimento Yongte: transforme resíduos em postes de cerca de plástico de alta qualidade
Deixe-me uma mensagem











